FREQUENTLY ASKED QUESTIONS
For quick reference, we answer questions that our clients often ask us below. If your question is not one of these, please call 1-800-649-4625, email us at [email protected], or fill out our contact form. We welcome your questions and strive to be helpful.
What are the benefits of using a company like ACM?
Manufacturers concerned with “viable†particles such as those in the vaccine, bio-medical, pharmaceutical, cosmetics and food industries know the benefits and necessity of daily decontamination of their cleanrooms. Bacteria, viruses, molds and spores are all examples of viable particles. Decontamination is not an option—it is a Federally mandated requirement that ensures a product is safe for the human body. In addition, a clean product leads to higher production yields that directly relate to higher profits. In companies concerned with non-viable particles (dust, etc.), our clients have seen that a cleaner room often delivers yield increases, and yield increases translate to higher sales. As an example: a 1% increase in output in the semi-conductor process may be worth $50 million in increased annual revenues depending on the size of the company. Computer rooms depend on a dust-free plenum from which clean cool air is introduced into the rooms. Gross contamination (e.g. dust, debris, or papers, boxes, wet or moist areas) may lead to clogged circuitry, downtime and fire risks. ACM’s staff of certified technicians clean and disinfect your cleanroom and controlled environments to ensure that you realize your maximum potential with a minimum risk of downtime, unfavorable compliance reports, or employee complaints. ACM’s services include daily, weekly and monthly cleaning and disinfecting, construction cleaning, super-cleans, environmental monitoring, certification and test, SOP writing and training. ACM’s associates (many of whom are licensed and certified) are skilled in writing your Standard Operating Procedures (SOP’s) for you and in ensuring your are in compliance with up-to-the-minute regulations for cleanroom cleanliness. The result: Guaranteed effortless compliance.
cGMP vs Janitorial Cleans, what is the Difference?
The difference between the two starts with the training. In order to work in the cleanroom facility, our technicians are put through ACM’s proprietary training program that covers topics such as microbiology, Cleanroom behaviors, aseptic gowning and protocol, good documentation practices along with cleaning techniques. Once the technician is certified through ACM, he/she is released to the cleanroom facility for site specific training that ranges from 1-8 weeks. At a FDA regulated facility, cGMP cleaner’s documentation practices are held to the same scrutiny as research scientists and even production operators, so the training must be parallel. Further, our cGMP technicians are constantly working through continuing education modules to broaden their understand of deviations, excursions, bacterial hits, cleaning protocols, product safety and personal safety. In a nutshell, it is a lot more work to build a successful cleaner for a cleanroom facility when compared to a janitorial cleaner for an uncontrolled space or office.
If ISO-14644-2 Requirements are met, Why Should I be Concerned about Visible and Non-Visible Particles?
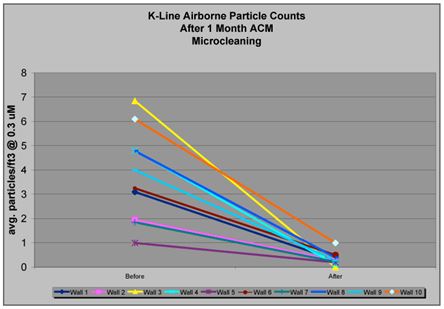
Currently, this is the most popular question asked. Many cleanrooms are overbuilt for their classification as defined in ISO-14644-2. Also, some particle count systems actually monitor the particle counts within 6 inches of the filter face. With this application, the true integrity of the room will never be revealed. During certification, particle counts are taken at working height and at rest, without any one in the room. In either case, most of the air sampled is undisturbed. When taking counts at working height, the particles on the ledges that one sees do not contribute to the overall sum of particles as much as the particles that you cannot see. The particles that you cannot see combine with each other through molecular forces. Eventually the particles are visible. Once the particles are visible to the naked eye, their weight alone makes it less likely to migrate without physical movement. Physical movement occurs by human activity, earthquakes, geological settling, temperature and humidity changes and molecular activities. Humans, temperature and humidity, earth movements and molecular activities cause the particles on surfaces to move and become potential product contamination. Even though the room counts are within limits, one needs to consider that by cleaning the room one time with a top-down superclean or continuously with a professional staff, the counts almost always decrease. Top-down super-cleans, interstitial cleans and rooms not previously professionally cleaned may have a decrease in particles from 3 to 10 times. The consideration is; if cleaning decreases particles and the assurance that large surface particles are removed, even though the room met the ISO-14664-2 requirements, is the effort beneficial to the product that you are manufacturing in your room?
How is it possible to get low particle count readings when dust is present on the ledges?
That’s a great question, and it’s the most popular question asked so far in this century. Particle counts are taken perpendicular to the air stream, usually at working height. Some systems actually monitor the particle counts within 6 inches of the filter face. In either case only clean, undisturbed air is sampled. Particle generation occurs with movement. Humans, temperature and humidity, earth movements and molecular activities cause the particles on surfaces to move and become potential contamination. We take particle counts at varying temperatures and conditions for a more accurate measurement of the problem. 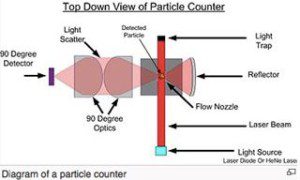
Why Clean the Room? After all, it's a Cleanroom isn't it?
This was the most popular question when Ford started the business to clean cleanrooms in 1980. The accumulation of dust that one sees even after a day is a combination of factors. Humans contribute a large amount of the contamination in a cleanroom. Manufacturing Processes contribute contamination. And particles smaller than what the filters filter add particles. Small particles are charged and combine with other charged particle to form particles that are eventually large enough for the human eye to see. All one needs to do is place a black fatigue mat on their cleanroom floor. Within hours large particles are detected on the mats. Even in the cleanest of cleanrooms.
How does ACM remove particles?
ACM technicians thoroughly clean your cleanroom and controlled environments to remove particles and bacteria on cleanroom surfaces. When we develop a cleaning program to remove particulate matter, we consider the particle size and the type of microorganism to which your company’s product is vulnerable. Then we consider the mechanism by which particles adhere to and are retained on product and cleanroom surfaces. Small particles are more difficult to remove because of electro-static charges, ionic attraction, humidity, gravity, and Van der Waal molecular forces, adhesion and entrapment. Particles greater than 25 microns in diameter are usually at rest and may be removed with a vacuum cleaner featuring adequate efficiencies unless the particles are trapped in an uneven surface or a surface that was contaminated by an oil or adhesive. Particles that are 25 to 10 microns in diameter are removed by using solutions that will wet the particles. Yet smaller particles may require more attention such as: physical force, ultrasonic waves or solvents or a combination of methods to remove them. Whatever your decontamination requirements, ACM technicians find the best application for particle removal.
What does a Superclean, Interstitial clean and Continuous Cleaning consist of?
All cleanroom cleaning consist of proper staff training, supplies, equipment, methodology, surfaces to be cleaned, cleaning frequencies and documentation. In addition to technical training, it is important that cleaners be trained in ‘why a cleanroom exists’. Once a cleaner know ‘the whys’, they are able to make good judgment decisions using their technical skills. The typical training program may resemble the following agenda: understanding why one needs cleanrooms, cleanroom design, terminology, cleanroom definitions, how people impact the cleanroom, static electricity, why preventative behavioral actions, why gowning requirements, gowning demonstration, microcleaning, science of particle attachment and removal, chemical safety training, why different types of cleanroom cleaning supplies, why cleaning procedures, why cleaning methodology, why cGMP’s and why documentation. All classroom training is applied to the field, and hands-on training by a qualified trainer is performed. Cleanroom supplies must be selected to meet the cleaning and disinfecting demands and eliminate recontamination and eliminate product contamination. Cleanroom detergents are ULPA filtered to 0.1 microns. Disinfectants are selected based on bio-contamination, rotation and the commodity produced. The vacuum cleaner’s exhaust is filtered to 0.1 microns. Wipes are cleanroom approved and chosen for surface compatibility. The specific products purchased to clean and disinfect the room are selected for compatibility and performance. Methodology is developed as a guideline to eliminate potential product contamination and room recontamination. Methodology addresses cleaning procedures, process, surfaces and frequencies of application. Procedures are applied starting at the highest point in the room, ceilings or walls and finishing with the floors. The process is from the cleanest end of the cleanroom space (usually the area farthest from the gowning) to the least clean, and working your way to the gowning room then out of the gowning room to the uncontrolled area.  This method ensures that the maximum number of particles are captured and the least amount of cross-contamination occurs. When developing cleaning methodology processes, all cleanroom surfaces should be considered; rafters, interstitial spaces, duct work, plenum areas, ceiling panels (top and bottom), subfloors, waffle decks and subfabs require periodic cleaning. T-bars, lighting, ionizing grids, return air vents, walls, windows, work stations, equipment surfaces, cabinets, sinks, shelves, furniture, doors, pass-throughs, air locks, trash cans, floor mats and floors require more frequent cleaning or disinfecting. The frequency of cleaning and disinfecting will be determined by the vulnerability of the product being produced and validation tests.
Generally, the class of the room isn’t as big of a consideration when developing a cleaning program because it is relative. The gowning level, the number of air changes per hour, the materials used and the number of personnel are proportionate to the level of the Class of the cleanroom. Particle accumulation is occurring continuously along the same ratios regardless of the class of the room.
What room surfaces are cleaned?
To eliminate potential contamination, ACM thoroughly cleans the following cleanroom surfaces on the schedule mandated by government regulations and customer expectations in your industry: rafters, interstitial spaces, duct work, plenum areas, ceiling panels, T-bars, lighting, ionizing grids, return air vents, walls, windows, work stations, equipment surfaces, cabinets, sinks, shelves, furniture, doors, pass-throughs, air locks, floor mats, floors and raised floors, and sub-fabs. We make sure you have the properly filed reports for compliance at all levels as part of our Guaranteed Effortless Compliance promise to you.
How do I know if the Rooms are clean?
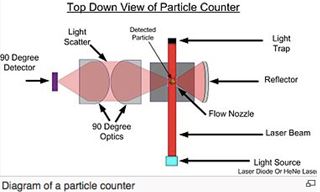
There are several ways to know if your room is clean. Visual, surface counts, fall-out counts and particle counts are the most commonly used.    Visually, by looking at the surface at an angle of approximately 10% with the human eye, one can easily see particles that exist that were not visible at a glance. Surface counts may be taken with a surface counter.  This counter electronically measures particles on surfaces down to molecular levels. Fall-out counts may be taken using petri dishes or other surface substrate and examined under a microscope. Airborne particle counts may be taken using an air particle counter. Microbial environmental testing is used to determine bacteria, yeasts, molds and spores. Whether your concerns are viable particles or potential yield increases, a cleaning program can be developed to keep your cleanroom operating at peak performance, with results from two to ten times cleaner, effortlessly! 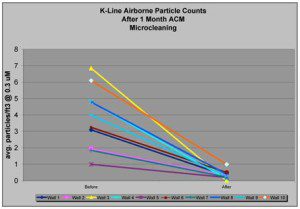
How is the Controlled Environment cleaned?
ACM certified technicians have been trained to clean all cleanroom surfaces using ACM’s We-Stake-Our-Reputation-On-It cleaning methodology. We start at the top and work our way down, beginning at the cleanest end of the cleanroom space, and moving through to the least clean, as we carefully clean our way out of the room. The certified ACM technicians’ methods ensure that the maximum amount of particulate matter is captured with the least amount of cross-contamination.
What Type of Cleaning is Required Before Hydrogen Peroxide Fumigation?
WE ARE SO GLAD YOU ASKED THIS QUESTION! Fumigation is the vaporization of a solution into the air in an environment where surface sanitization is a concern. Here’s the deal: Fogging does not clean gross contamination. The surfaces must be cleaned prior to fogging. If there is gross contamination—e.g. dust, debris, or papers, boxes, wet or moist areas or anything covering a surface to be sanitized—then the efficacy of the fumigation process will be compromised. It should also be noted that certain bacteria can remain viable in dust and debris for long periods. The dust and debris act as an umbrella and protect the microorganisms from direct contact with the vapor, meaning you just lost the benefits of fogging! For the fumigation to work well (and do what it’s supposed to do), the room should be subject to both a Superclean to expose as much surface area as possible. It is not possible to over-emphasize the importance of a thorough cleaning of the room prior to the fumigation process. Here’s why: if the vapor cannot penetrate into a particular place then no sanitization will occur. To make sure the space is ready: • Dispose of any unnecessary items and clear out drawers and cabinets. • Where items cannot be removed, raise the objects to ensure an air path is available around and underneath them. • Identify equipment such as safety cabinets, fume hoods, laminar flow benches, incubators, freezers, refrigerators, or other fixtures and appliances to ensure that provisions are made so adequate vapor reaches these areas. Fumigation may be performed in air-ducts, HVAC systems, in labs, equipment and cleanrooms. There are several sanitizing solutions that may be used for fogging. Hydrogen Peroxide (H2O2), familiar to most people, is one such solution. In short, the technology utilizes the free radicals generated from hydrogen peroxide vapor to kill micro-organisms such as bacteria, viruses molds and fungi. The process relies on kinetic energy to ensure that the vaporized H2O2 superoxide and hydroxyl radicals are able to effectively contact and deactivate the microorganisms. Once the bio-deactivation process has finished, the hydrogen peroxide vapor is catalytically converted to water and oxygen, H2O and O2. Cleaning and physical characteristics of the room must be taken into account when considering fogging as an element of the sanitization process. As mentioned above, fumigation is a surface sanitizer. The vapor must make contact with the microorganisms. In summary, a thorough cleaning must be performed prior to any fumigation actions. Remember: fogging is no substitute for cleaning. If there is gross contamination—e.g. dust or covered surfaces—then the efficacy of the fumigation will be severely reduced. It should also be noted that certain bacteria can remain viable in dust for long periods. For those in doubt, we will repeat: It is not possible to over-emphasize the importance of thorough cleaning of the room prior to the fumigation process.
What about Supplies and Equipment?
We’ve been cleaning cleanrooms for over thirty years. Cleanroom supplies must be selected to meet your unique and specific cleaning and disinfecting demands and eliminate recontamination. Cleanroom detergents are ULPA-filtered (Ultra Low Penetration Air) to .1 microns. Disinfectants are selected based on bio-contamination, rotation and the commodity produced. The vacuum cleaner exhaust is filtered to .1 microns. Wipes are cleanroom approved and chosen for surface compatibility. ACM associates makes suggestions and select the most appropriate and compatible products that will perform best in your environment in an effort to avoid recontamination.
Why Choose ACM?
Whether your concerns are viable particles or potential yield increases, ACM associates will develop a program for you to give you guaranteed effortless compliance. Call or contact us now and let our team of experts keep your cleanroom operating at peak performance, create the reports you need, increase your productivity, and handle the paperwork for you. From three to ten times cleaner, effortlessly!